
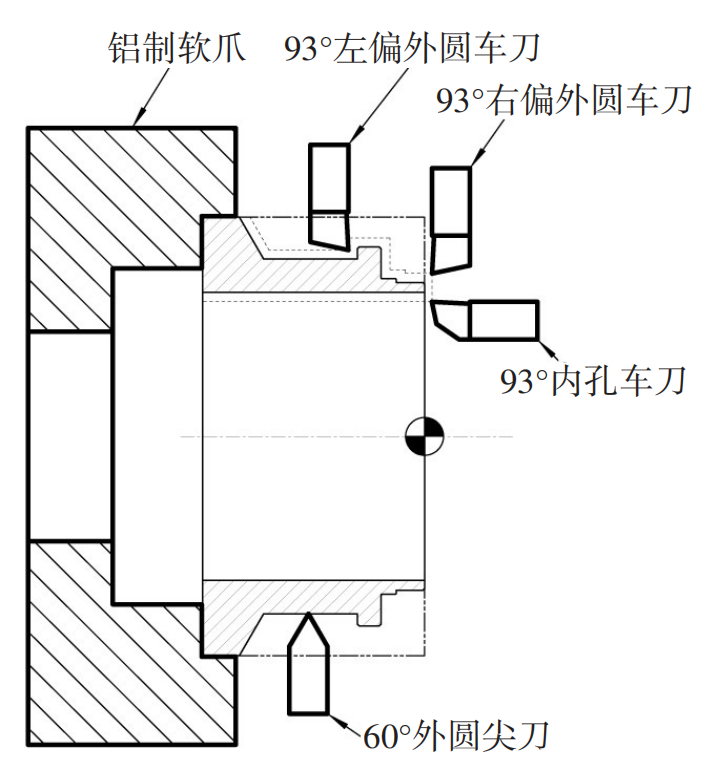
图3 1夹工件与刀具的安装图
(2)2 夹同样采用铝制软爪,如图 4 所示,软爪内孔夹持部位则车至251mm长15mm,夹住250.6mm的已加工外圆表面,用工件左侧面和软爪的内孔侧面贴合定位。
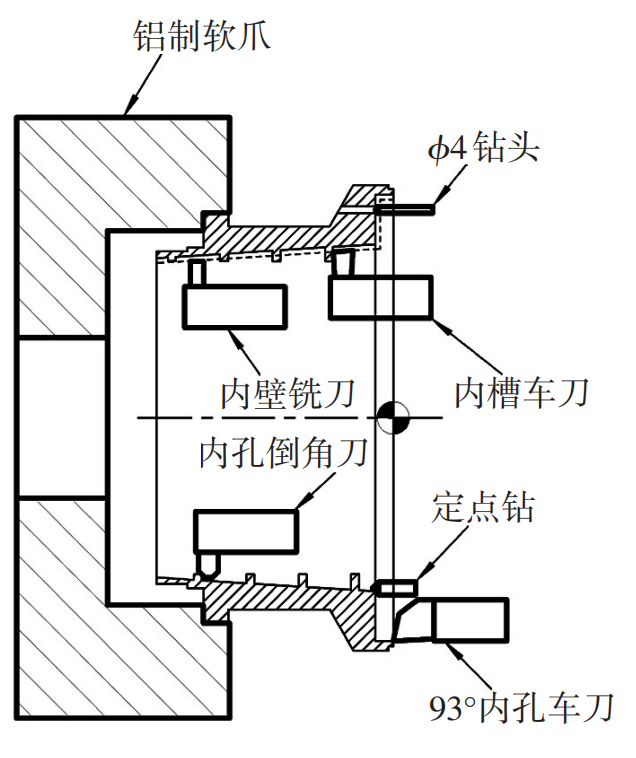
图4 2夹工件与刀具的安装图
(3)3 夹需要用到铝制反爪,如图 5 所示,反爪外圆直径车至272.5mm,用反爪撑住272.5mm的已加工的内孔表面,已加工的工件内孔侧面顶住反爪端面定位夹紧。
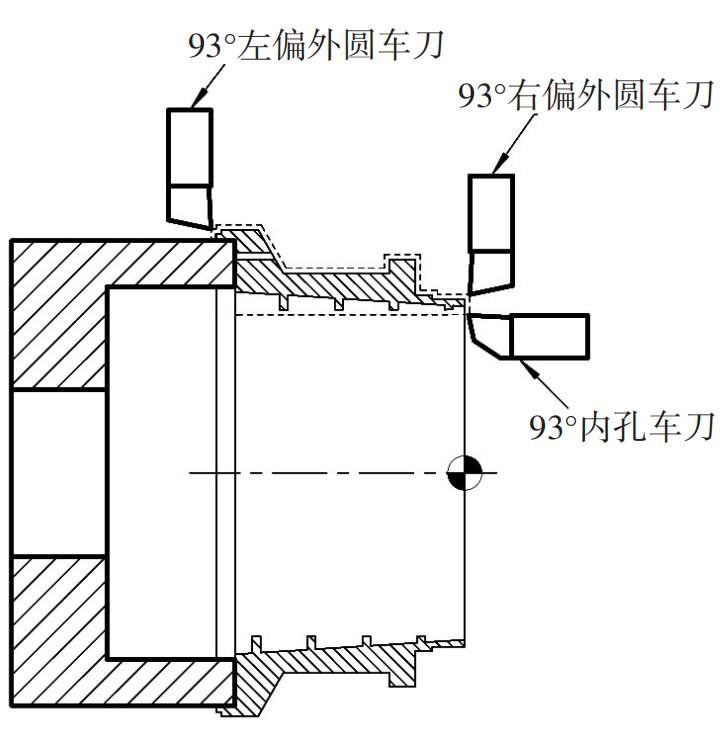
图5 3夹工件与刀具的安装图
7 工序安排
该工件共分3次装夹车削完所有尺寸。
第一次装夹:
(1)粗车径向槽—使用60°外圆尖刀粗车234mm径向槽底面和61°的斜面,留1.5mm精加工余量,转速n设为400转/min,进给量f设为0.25mm/转,背吃刀量ap设为1mm。
(2)粗车外轮廓及端面—使用主偏角为93°刀尖半 径 为 R0.8mm 的 外 圆 右 偏 刀 粗 车 203mm、 208mm、250mm 外圆、61°的斜面和端面,留 0.6mm精加工余量。转速 n 设为 400 转/min,进给量 f 设为 0.3mm/转,背吃刀量ap设为2mm。
(3)粗车径向槽及端面—使用主偏角为93°刀尖半径为R0.8mm的外圆左偏刀粗车234mm径向槽底面及端面,留0.6mm精加工余量。转速n设为400转/min,进给量f设为0.3mm/转,背吃刀量ap设为2mm。
(4)粗车内孔—使用主偏角为 93°刀尖半径为R0.8mm的内孔粗车刀粗车190mm内径,留0.6mm精加 工 余 量 ,转 速 n 设 为 400 转/min,进 给 量 f 设 为0.3mm/转,背吃刀量ap设为2mm。
第二次装夹:
(1)定点钻打点—使用8mm定点钻打点定位,钻深为 3mm,转速 n 设为 1,000 转/min,进给量 f 设为 0.1mm/转。
(2)钻 孔 — 使 用 4mm 钻 头 钻 通 孔 ,钻 深 为28mm,转速 n 设为 1,500 转/min,进给量 f 设为 0.1mm/转,钻孔退刀量为0.5mm,逐层钻孔深度为3mm。
