
1 成形方法的确定和模具设计
图1所示为充氧过滤器结构,由帽形过滤网、平面过滤网和帽盖组成,其中平面过滤网为直径φ9.5 mm的平面铜网,只需简单冲裁即可,因此重点研究帽形过滤网和帽盖的加工及充氧过滤器的成形工艺。
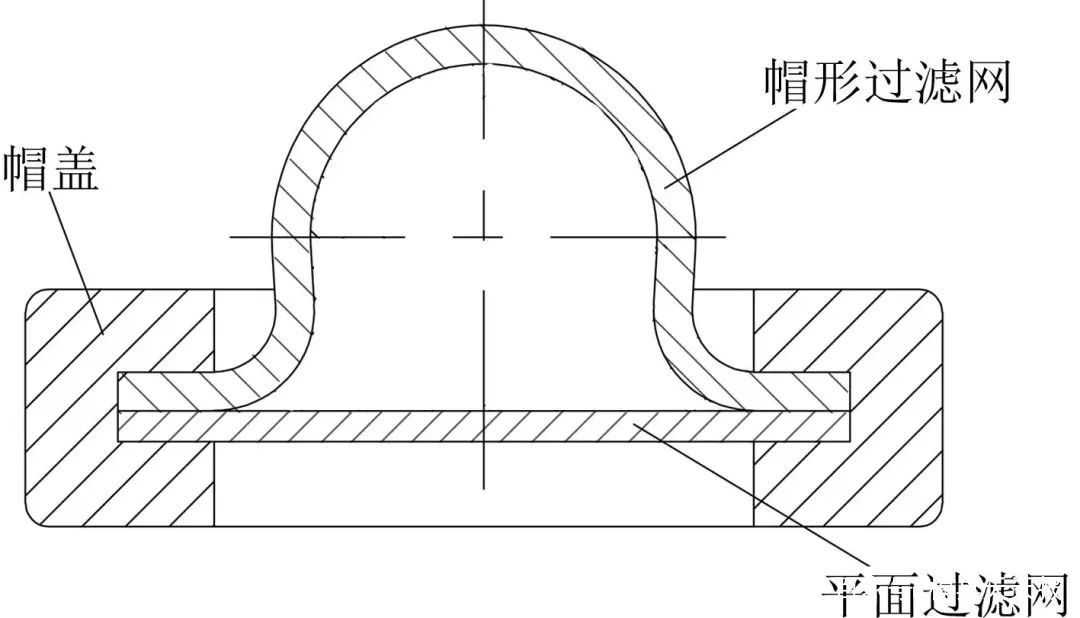
图1
充氧过滤器
1.1 帽形过滤网的成形工艺和模具设计
帽形过滤网的结构如图2所示,材料为H80黄铜,尺寸小、精度要求较高。H80黄铜与H85性能相近,材料塑性好、强度较高,具有较高的耐腐蚀性,其化学成分如表1所示。
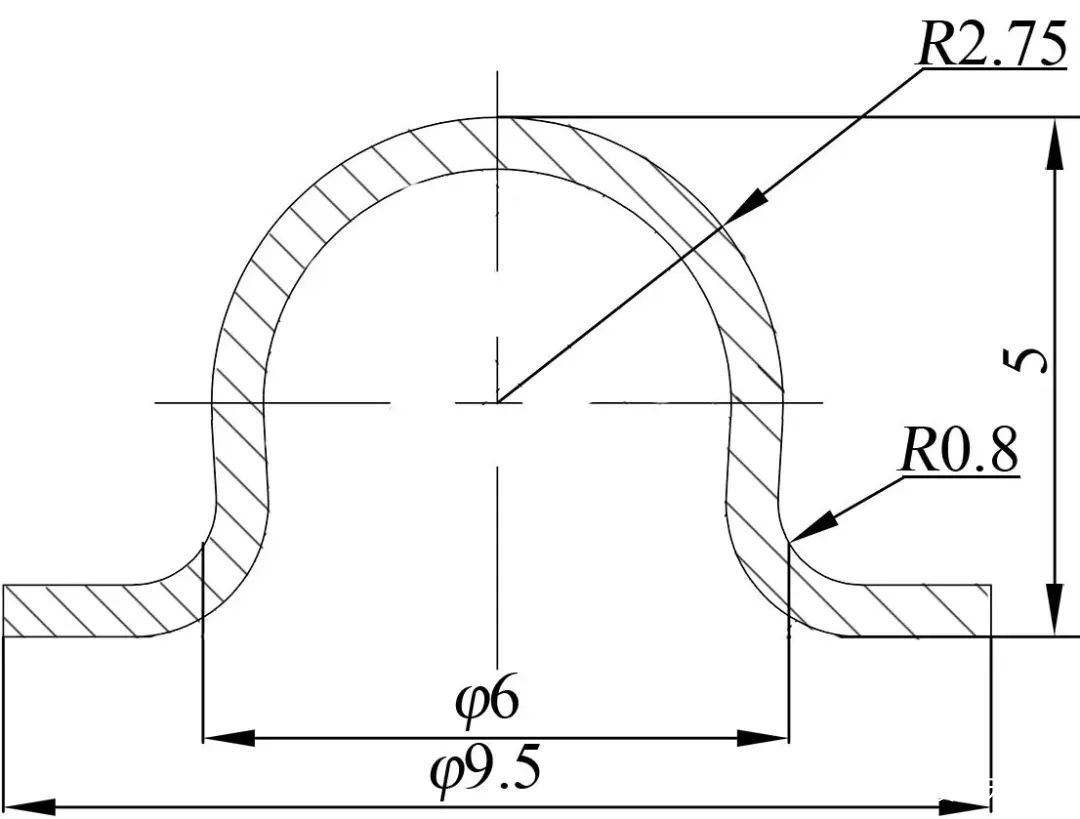
图2
帽形过滤网
表1
H80黄铜化学成分
(
质量分数
)

帽形过滤网成形切边模如图3所示,可实现成形、切边一次完成。凹模10和凸模11、12共同完成帽形过滤网的成形和切边,卸料板5和顶件器7用于防止帽形过滤网成形后吸附在凸模或凹模上,起卸料的作用,模具由导柱、导套导向。
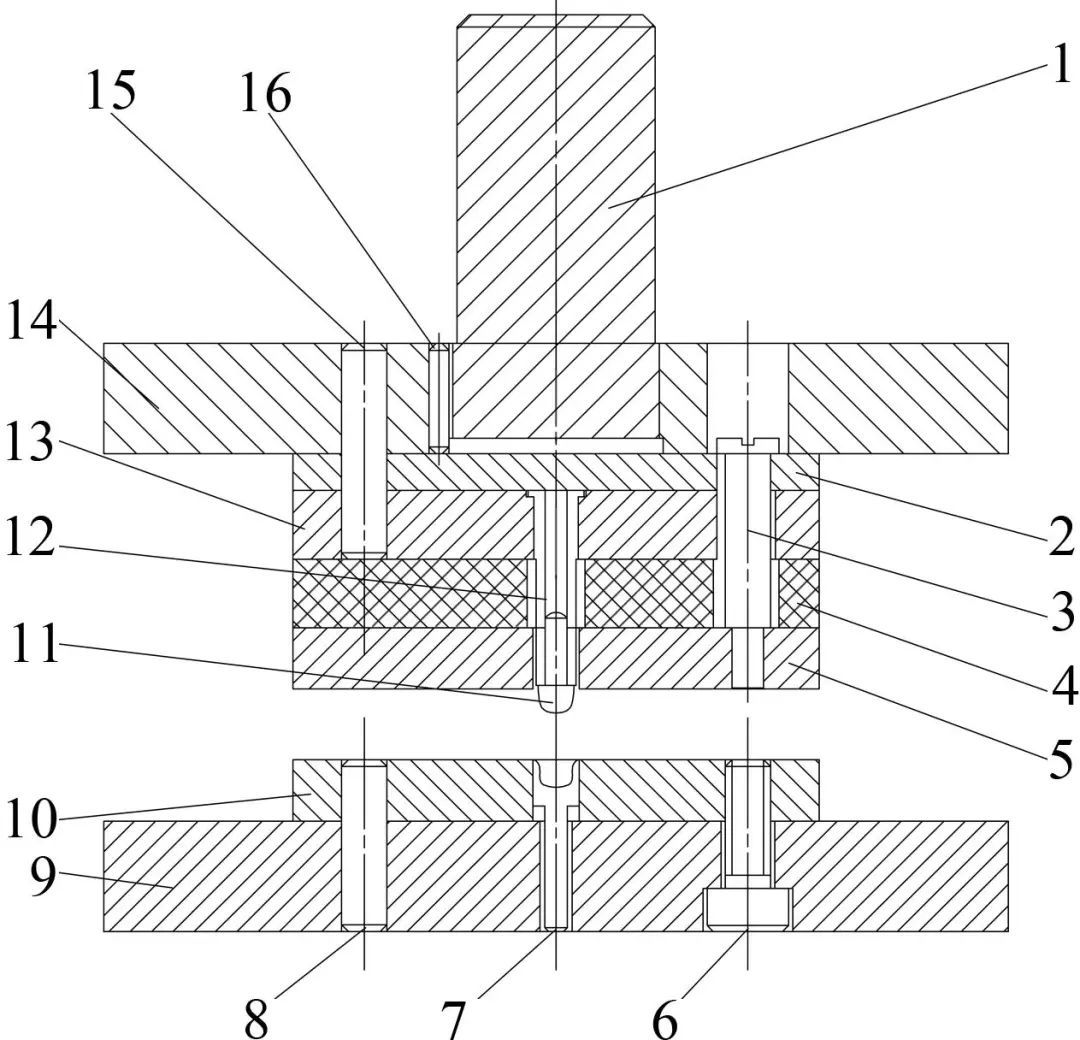
图 3
成形切边模
1.模柄 2.垫板 3.阶形螺钉 4.橡胶 5.卸料板 6.螺钉 7.顶件器 8.销钉 9.下模座 10.凹模 11.拉深凸模 12.切边凸模 13.凸模固定板 14.上模座 15.销钉 16.销钉
1.2 帽盖的成形工艺和模具设计
帽盖外形为筒形回转体,其结构尺寸如图4所示,厚度为0.5 mm,材料为T3紫铜。由图4可知,帽盖零件内径φ10 mm,底部通孔直径φ7 mm,底部圆角半径为R0.75 mm,计算底部平面宽度仅0.75 mm,帽盖零件尺寸小、材料薄、精度要求高。
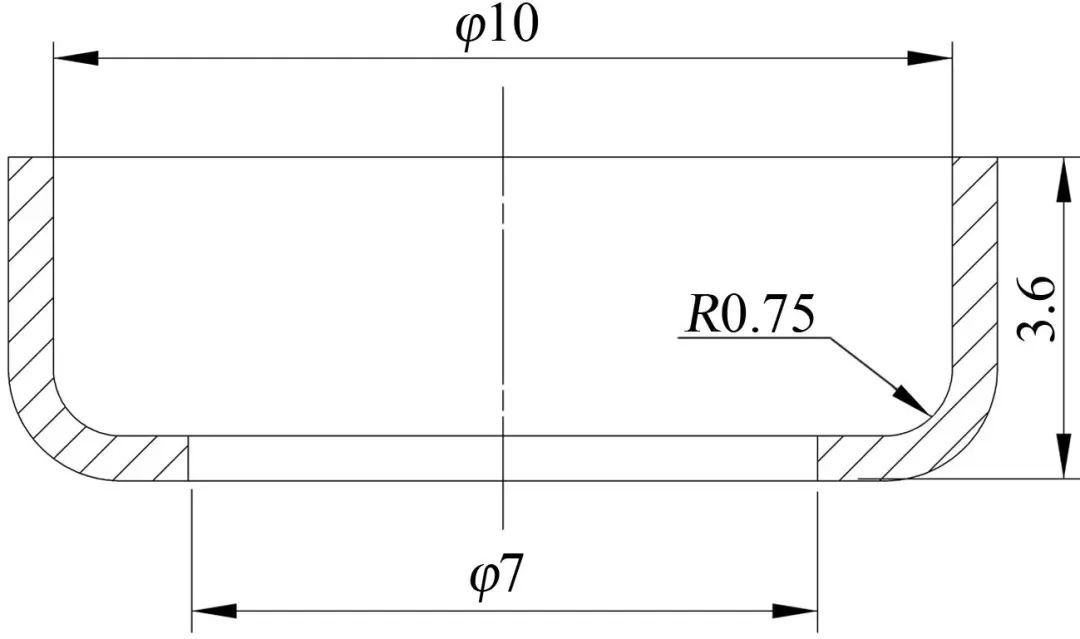
图4
帽 盖
为确定零件的加工方法、提高零件成形精度,首先要分析材料的化学成分和力学性能,T3紫铜材料的化学成分如表2所示,力学性能参数如表3所示[8]。从表3中可知,T3紫铜的材料塑性好,延伸率高达50%。
表2
T3紫铜化学成分
(
质量分数
)

表3
T3紫铜力学性能参数

拉深成形是利用拉深模在压力作用下,将平板式或空心坯料通过塑性变形加工成空心零件的成形方法[9],加工精度高、加工零件尺寸范围广、成形效率高,适用于各类筒形零件、盒形零件、复杂薄壁零件的加工[10]。帽盖零件外形为筒形件且零件材料满足拉深成形的性能要求,适合选择拉深成形工艺。
板料拉深成形的筒形零件底部无通孔,而帽盖零件底部有通孔,拉深成形后必须对底部进行切割。为提升加工效率、保证成形精度,设计拉深冲孔复合模结构,如图5
