
所示,该模具可一次完成拉深成形和底部冲孔。复合拉深模不同于常见拉深模和上述成形切边模,该复合拉深模设计采用上模的小凸模21和下模的拉深凹模23配合冲切底部通孔。
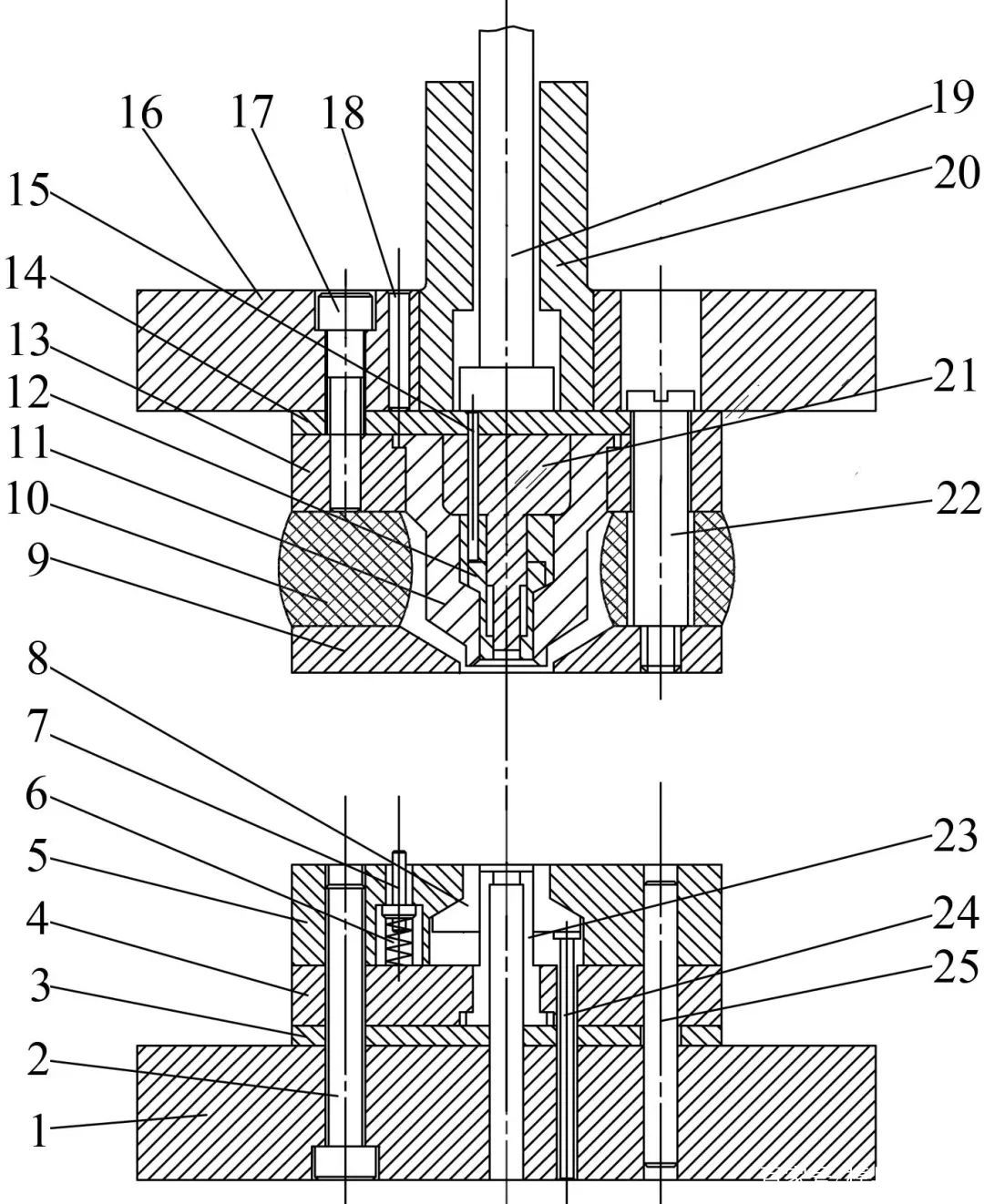
图5
拉深冲孔复合模
1.下模座 2.螺钉 3.下垫板 4.下模固定板 5.落料凹模 6.弹簧 7.挡料销 8.推件块 9.卸料板 10.橡胶弹簧 11.拉深凸模 12.卸料器 13.上模固定板 14.垫板 15.连接推杆 16.上模座 17.螺钉 18.销钉 19.打杆 20.模柄 21.小凸模 22.螺钉 23.拉深凹模 24.推杆 25.销钉
1.3 充氧过滤器的成形工艺和模具设计
由充氧过滤器结构可知,充氧过滤器的加工过程为:①将帽形过滤网旋转180 °放入帽盖内径;②将平面过滤网放入帽盖内径,紧贴帽形过滤网底部平面;③帽盖向内弯曲90 °将帽形过滤网和平面过滤网压紧并紧贴帽盖内侧,成形后充氧过滤器结构见图1所示。
将帽形过滤网、平面过滤网和帽盖组合成形充氧过滤器的模具如图6、图7所示。其中,收口模用于将帽盖向内弯曲45°,成形模将帽盖继续向内冲压成90°,使帽形过滤网和平面过滤网零件压紧。收口模与成形模的结构相似,区别在于上模和下模的凸、凹模型面不同。
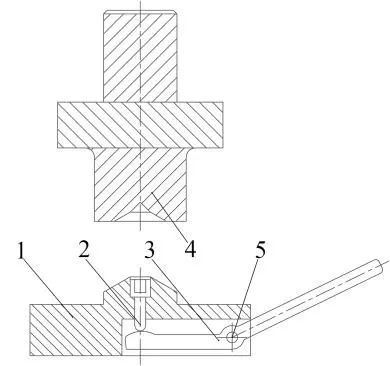
图 6
收口模
1.下模 2.顶件器 3.打杆 4.上模 5.销钉
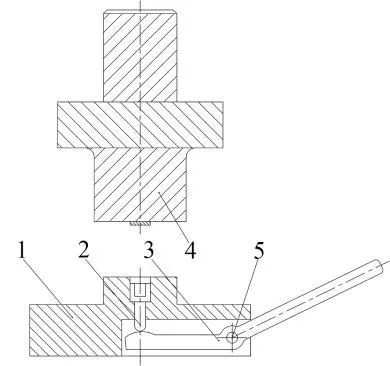
图 7
成形模
1.下模 2.顶件器 3.打杆 4.上模 5.销钉
2 试验验证
2.1 帽形过滤网成形验证
成形切边模实物如图8所示,采用导柱和导套导向,模柄装夹于压力机滑块上,下模座定位在机床工作台上,凸模向下移动与凹模内腔配合成形帽形过滤网外形,随着凸模继续下行,与凹模外缘配合冲切法兰余量。成形后的帽形过滤网实物如图9所示,零件外形规则,表面无划伤,网格排列均匀无破损,验证了该成形工艺和模具结构的合理性。

图8
成形切边模实物
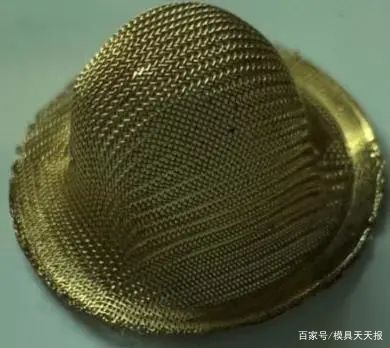
图9
帽形过滤网实物
2.2 帽盖成形验证
为验证拉深冲孔复合模结构和工艺的合理性,对帽盖成形进行试验验证。复合拉深模实物如图10所示,采用导套和导柱导向,拉深凸模和拉深凹模完成拉深后,上模继续下行,小凸模和小凹模配合冲切φ7 mm的通孔。复合拉深模成形的帽盖如图11所示,零件表面平整,外形与设计图纸相符,验证了模具结构和工艺方法的合理性。

图10
复合拉深模实物

图11
帽盖实物
2.3 充氧过滤器成形验证
收口模和成形模实物分别如
