
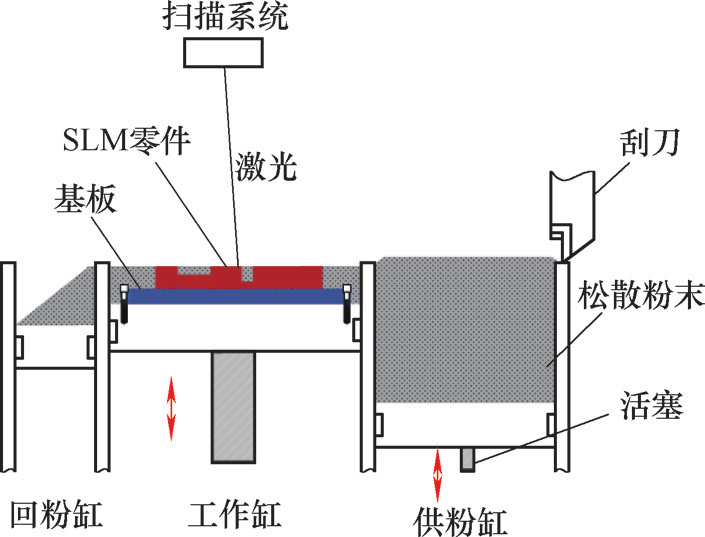
图3 粉末床工艺示意
电子束选区熔化技术工艺与SLM类似,只不过是在真空环境下通过高能电子束熔化金属粉末。典型的厂家有Acram和天津清研智束。基于粉末床的金属增材制造多以激光或电子束为成形源,但是如果换成喷射黏结剂与金属粉末黏结也可以形成金属构件,这就是黏结剂喷射(Binder Jetting)技术。采用黏结剂喷射(BinderJetting)方法打印技术,液体黏结剂选择性地黏结粉末床的区域,该工艺过程类似于金属铺粉工艺,打印完一层后,降低粉末床,然后在新的打印层上铺一层新的粉末。重复此过程,直到形成所需要的图形。取出原型件放入炉中,烧掉黏结剂,得到最终的金属构件。美国的Exone、德国的Voxeljet、瑞典的Digital Metal公司都生产该技术设备。
以 送 粉 为 技 术 特 征 的 激 光 金 属 直 接 成 形(LMDF)技术不受打印零件结构限制,可用于结构复杂、难于加工以及薄壁零件的加工制造。根据激光束与送粉的相对位置,有旁轴送粉和同轴送粉工艺,如图4所示。美国Sandai国家实验室、密西根大学、德国弗劳恩霍夫激光技术研究所等均开展了此领域研究工作。
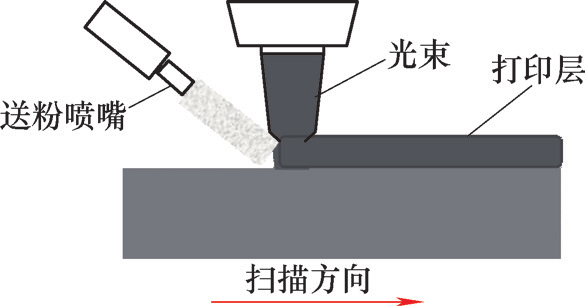
a)旁轴送粉
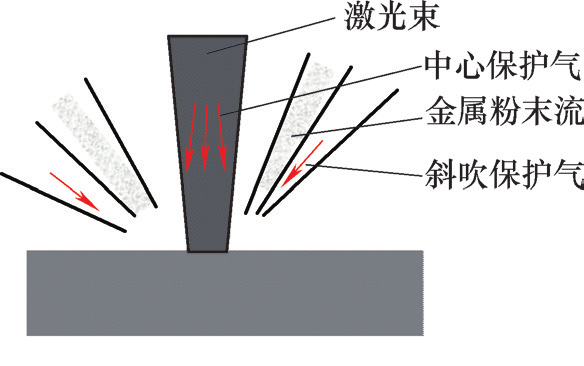
b)同轴送粉
图4 送粉金属增材制造示意
5.2 基于丝材的金属增材制造
金属丝材增材制造可以用激光、电子束,也可以用电弧作为热源。电弧作为热源,因价格低廉,设备简单而受到重视。丝材电弧增材制造(Wireand Arc Additive Manufacture, WAAM)是基于TIG(非熔化极气体保护焊)、PAW(等离子弧焊)、MIG/MAG(基于熔化极惰性/活性气体保护焊)、CMT(冷金属过渡)等焊接技术发展而来的增材制造技术[6]。成形材料主要有不锈钢、铝合金和钛合金等。电弧成形的构件表面精度较低,一般需要二次加工才能满足需求。
激光丝材增材制造,由于丝材易于存放、材料利用率高、打印效率高,材料100%回收,因此广受关注。目前,从研究的情况来看,以激光与丝材是否同轴的位向关系区分,主要有同轴送丝增材制造和旁轴送丝增材制造,如图5所示。
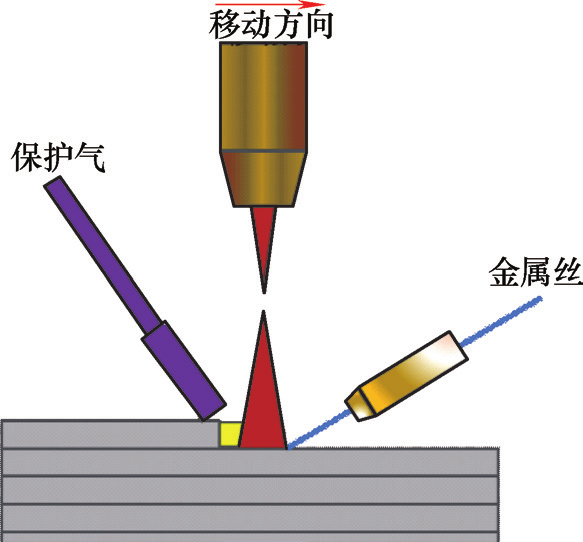
a)同轴送丝
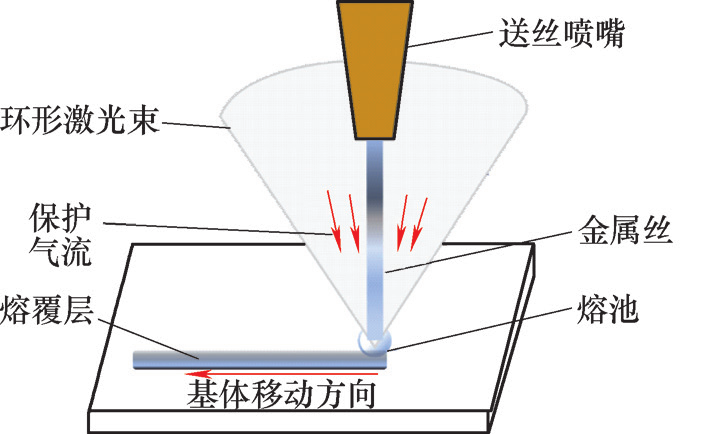
b)旁轴送丝
图5 同轴送丝增材制造和旁轴送丝增材制造示意
图6所示为我们开发研制的同轴激光送丝打印机和打印的金属花瓶。金属丝材电子束增材制造技术在美国开发比较早。在高真空环境下,采用聚焦电子束熔化形成熔池,利用熔池热量熔化送进的金属丝进行增材制造,该技术的原理类似于激光丝材增材。由于是在真空环境中工作,所以设备的尺寸有所限制,打印成本较高。美国Sciaky公司推出了基于电子束熔丝3D打印装备,目前已具有了大中小不同加工尺寸的能力。西安智熔金属打印系统有限公司也推出了电子束熔丝增材制造装备,并已实现了零件的成形。
