

a)五轴激光同轴丝材金属打印机

b)打印金属花瓶
图6 五轴激光同轴丝材金属打印机和打印的金属花瓶
5.3 其他方法
冷喷涂增材制造技术(Cold Spray AdditiveManufacturing,CSAM)是基于冷喷涂(Cold Spray,CS)发展起来的一门新的3D打印技术。该技术不采用激光或其他热能,而是依靠动能,利用两路压缩气体,一路作为推进气体并加热到预定温度,另一路气体用来作为载气运行粉末。气体和粉末颗粒一起进入喷枪。在加速气体和喷嘴的共同作用下,微米级粉末颗粒被加速至超音速(最高可达1500m/s),然后在到达基体时发生强烈的塑性变形产生结合并形成一定厚度和形状结构的涂层[7]。
该技术受到工业界广泛关注,但目前存在着很多技术壁垒和质量问题,使得冷喷涂增材制造技术尚未得到广泛应用。冷喷涂技术的厂商有澳大利亚的Titomic公司,荷兰的Dycomet Europe公司。超声波固结技术(Ultrasonic Consolidation,UC)成形的材料,主要是在纸张的层压技术基础上发展起来的。该技术以金属箔材为原材料,采取大功率超声波能量,利用层与层振动摩擦产生的热量,促进界面之间金属原子无限接近并产生结合与扩散,实现层与层之间的固态冶金结合[8],如图7所示。
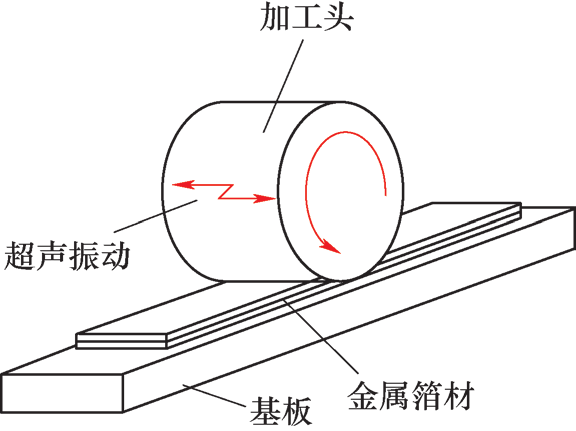
图7 超声波固结原理
在超声波固结设备能力方面,美国Fabrisonic公司处于世界前列。材料喷射(Material Jetting)打印金属,主要是使用包含金属纳米颗粒或载体纳米颗粒的液体作为墨盒,液滴喷射到基板上,腔室内的高温导致液体蒸发,只留下金属零件。搅拌摩擦增材制造技术(Friction Stir AdditiveManufacturing, FSAM)是基于搅拌摩擦焊(FrictionStir Welding, FSW)发展而来的一种新的金属增材制造方法。材料在旋转的刀具作用下摩擦生热,摩擦以及塑性变形产生的热量使材料软化,再在刀具的纵向压力下使得材料连接在一起,最终实现增材制造[9]。
根据生产工艺顺序,金属增材制造可以分为预处理阶段、打印阶段和后处理阶段。要想得到理想的金属构件,必须对金属构件实现控形与控性,就需要通过材料-结构-工艺-性能一体化调控与优化,建立起标准化程序,以实现金属增材大规模制造,实现技术、产品到产业的发展途径。
6.1 金属构件设计
传统设计上是按照减材制造思维来设计产品形状,未来的产品要通过设计引导制造,通过创新设计结构,来实现构件的高性能和多功能化。通过创新式设计,获得较为完善的最优金属构件设计方案,可以从尺寸优化、形状优化和拓扑优化等设计变量。在金属增材制造中,拓扑优化是实现结构轻量化设计最好的方法,通过仿生结构、晶格结构,能够制造出比传统结构更轻便的构件。设计和发展特殊支撑设计技术,使得打印构件与基板分离无需线切割,可以有效地缩短取件周期。
