
2.4 等离子球化(PS)
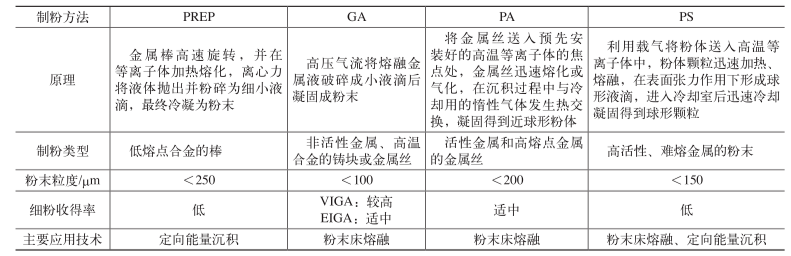
等离子球化技术(Plasma Spheroidization,PS)是利用载气将粉体送入高温等离子体中,粉体颗粒迅速加热、熔融,在表面张力作用下形成球形液滴,进入冷却室后迅速冷却凝固得到球形颗粒。PS技术制备的粉末具有纯度高、空心粉少、粒径分布均匀等优点,常用来制备高活性和难熔金属,如W、Mo、NB、TiN等。英国LPW公司开发出商业化的等离子球化设备。表1列出了3D打印金属制粉的常用方法的原理和优缺点。
表1 3D打印金属制粉的常用方法的原理和优缺点
金属丝材的工业化制备流程是合金配料、压制成形、冶炼、锻造、轧制、拉拔和热处理,由于加工工艺的限制,对于高硬度或特殊合金成分的丝材加工非常困难,即使有些成分的合金能够冶炼但不能加工成丝材,因此在种类上和数量上受到极大限制。
相对于其他金属,Ag的电导率(6.3×10 7 s/m)和热导率(450W/m·K)都相对较高,常被用于纳米金属导电墨水原材料。纳米银浆墨水制备工艺主要有两种方法:一是由纳米银粉、溶剂和稳定剂等成分组成的纳米颗粒(Ag Nanoparticles, Ag NPs)悬浮液墨,作为纳米颗粒银浆墨水[5]。二是以金属银有机前驱物溶液,墨水中金属银以其水溶或油溶性盐的形式存在,而不是银粉微粒。
如前所述,金属增材制造工艺已有多种。根据现有的主流技术,按照粉末、丝材等来分的金属增材制造工艺,如图2所示。
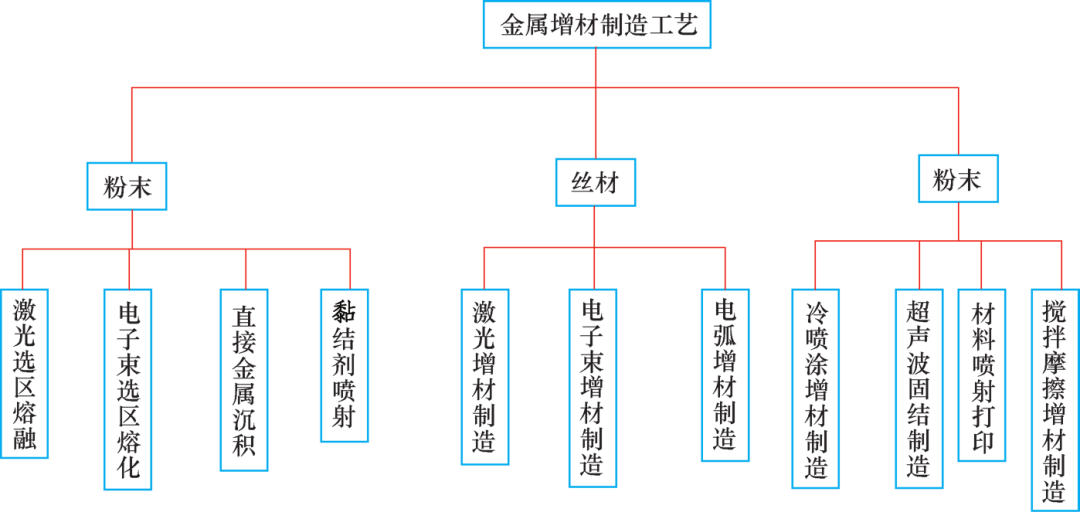
图2 金属增材制造工艺
5.1 基于粉末的金属增材制造
金属粉末的增材制造主要用于粉末床选区熔化、定向能量沉积工艺中,采用这两类工艺原理的金属3D打印技术都可以制造达到锻件标准的金属零件。其中,粉末床选区熔融技术分为激光选区熔融(SLM)和电子束选区熔化(EBSM)两类。定向能量沉积工艺主要采用激光工艺,通过送粉器来送粉。
粉末床熔融技术是比较典型的金属增材制造工艺(见图3),由德国弗劳恩霍夫激光技术研究所于1995年提出激光选区熔融,粉床下降一定高度,借助滚筒或刮刀分配金属粉末,通过控制振镜来调节激光的运行轨迹和强度,直接熔化金属粉末,后再重复此过程,得到所需要的金属构件。国内外共有几十个厂家来生产该设备,国外有EOS、SLM、Concept Laser、GE、Ranishaw、3D Systems;国内也出现了多家SLM打印机的厂商,如铂力特、永年激光、先临三维、华曙高科、雷佳增材及煜鼎增材等企业。
