(2)扣合模上模向下运动方向(Z向)与圆弧侧壁胎膜型面夹角:当该夹角大于150°,建议采用CAM结构主弯(图3中7主弯即采用CAM主弯),减少主弯时棱线向下搓动量。
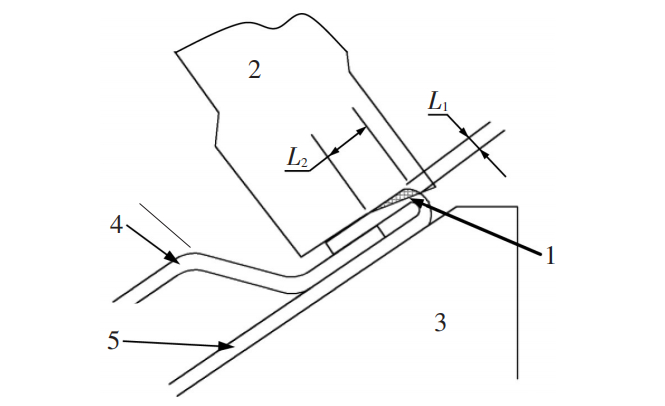
图10 主弯强压结构
1.主弯强压区域 2.主弯刀 3.扣合胎膜
4.前罩内板 5.前罩外板
L1—最大强压量 L2—强压范围
4.5 其他问题
扣合胎膜对前罩外板的支撑控制:胎膜支撑区域平面段(不含陡壁段)宽度≥150mm(见图 8 中距离L),在保证扣合模传输及顶升机器布置空间前提下,L越大越好。
通过上述控制策略,某车型前罩总成最终达成整车效果(见图11)
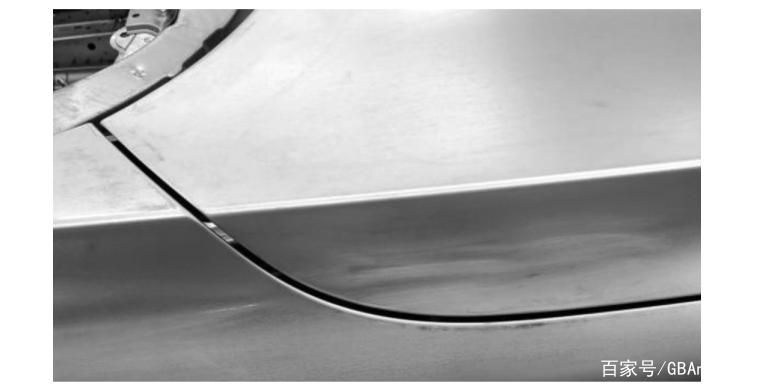
图11 某车型最终整改效果
5 结论
综上所述,前罩A柱圆弧扣合圆角不顺关重控制策略:①前罩外板单件本身A柱圆弧不能出现圆角不顺,翻边间隙按照(0.85~0.95)t控制,间隙均匀,起翻点一致;②前罩外板圆弧翻边高度建议:4.5~5.5mm(含料厚);③前罩外板预弯角度建议:85°~95°;④前罩外板圆弧区域不能设计翻边交刀或者切边交刀;⑤扣合要以圆弧法向预弯,不同方向的预弯交刀点不设计在圆弧区域,预弯刀分块点不要落在圆弧区域;⑥预弯角度建议:45°~55°,预弯刀预弯时不能接触外板根部圆角;⑦主弯刀建议做强压处理:最大强压量为0.2mm,强压范围约为3mm。

