翻边整形模结构如图7所示,机械手将前工序件放至下模,通过定位销定位,感应器10感应零件到位后,压力机滑块带动上模向下运动,距离下止点60 mm时顶料器压杆2与翻边顶料器9接触,下行至40 mm时压料芯4与下模翻边镶件7开始压料,继续下行至距离下止点10 mm时上模翻边镶件5与前工序件接触开始翻边,直至模具闭合到下止点位置,翻边、整形动作完成。然后压力机滑块带动上模向上运动50 mm时,翻边顶料器9与零件翻边位置接触,继续向上运动使翻边区域脱离下模翻边镶件7,最后顶料元件6将零件顶起,机械手将其移出压力机工作区,翻边整形工作全部完成。
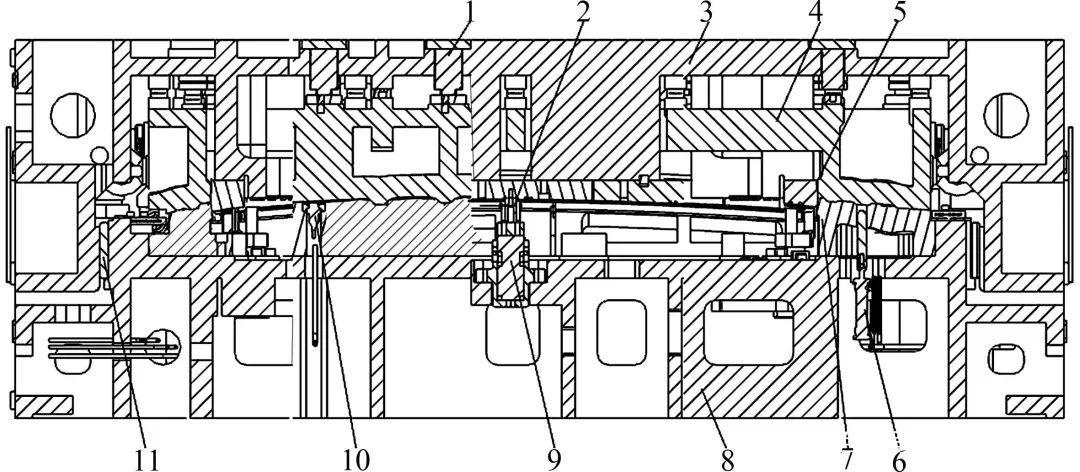
图7
翻边整形模结构
1.弹性元件 2.顶料器压杆 3.上模板 4.压料芯 5.上模翻边镶件 6.顶料元件 7.下模翻边镶件 8.下模本体 9.翻边顶料器 10.感应器 11.导板
落料拉深模工作稳定,生产的拉深件和异形落料料片分别如图8(a)、(b)所示,最终成形的天窗加强环质量良好,如图8(c)所示,说明优化后的工艺合理可行。
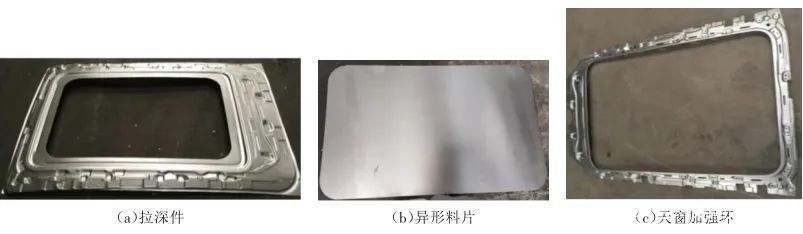
图8 实际生产的天窗加强环