
3.2 落料拉深模工作原理
落料拉深模结构如图4所示,压力机气垫带动顶杆上行,将内压边圈6及外压边圈4顶起30 mm,机械手抓取矩形坯料放入下模,通过定位板定位,压力机滑块带动上模板2下行35 mm时压料芯1开始压料。上模下行至30 mm时,落料凹模镶件3与落料凸模镶件7完成落料,将矩形坯料分割成两部分,然后上模板2与内、外压边圈闭合开始拉深,上模下行至下止点时拉深完成。之后压力机带动上模向上运动至上止点,期间压力机气垫将内压边圈6(异形坯料位于其上)及外压边圈4(拉深件位于其上)顶起至30 mm,机械手取出拉深件和异形落料料片,将其移出压力机工作区,落料拉深工序完成。
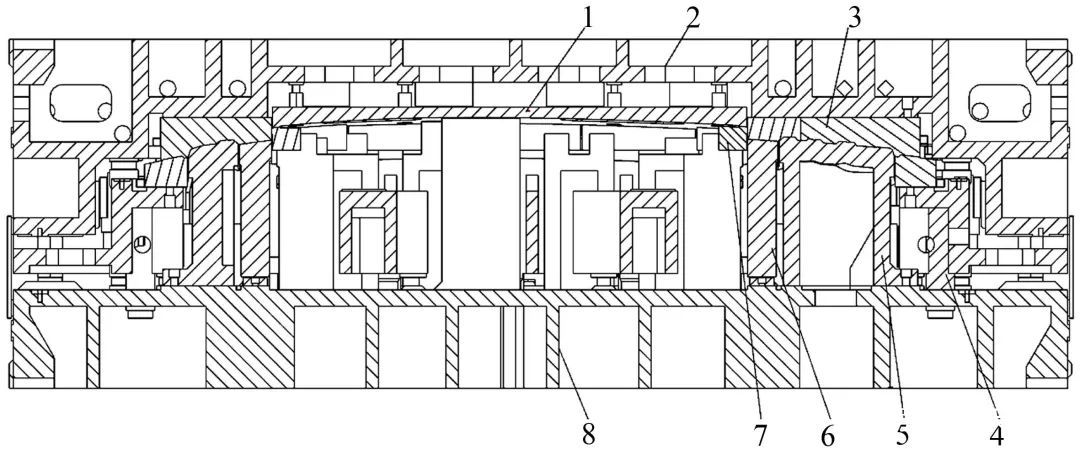
图4
落料拉深模结构
1.压料芯 2.上模板 3.落料凹模镶件 4.外压板圈 5.凸模 6.内压边圈 7.落料凸模镶件 8.下模座
4 修边冲孔模结构设计
修边冲孔模结构如图5所示,首先机器手将拉深件放至下模,通过型面定位,感应器10感应拉深件到位后,压力机滑块带动上模向下运动,下行至距离下止点280 mm时导板15开始导向,距离下止点200 mm时导套17与导柱16精确导向,距离下止点30 mm时压料芯修边镶件6开始压料,下行至距离下止点7 mm时上模外圈修边镶件7、上模内圈修边镶件2分别与下模外圈修边镶件9、下模内圈修边镶件14接触开始修边,同时凸模1与凹模套13接触开始冲孔,直至模具闭合到下止点位置,修边动作完成。然后压力机滑块带动上模上行至上止点,顶料元件11将工序件顶起,机械手将其移出压力机工作区,修边冲孔工作完成。
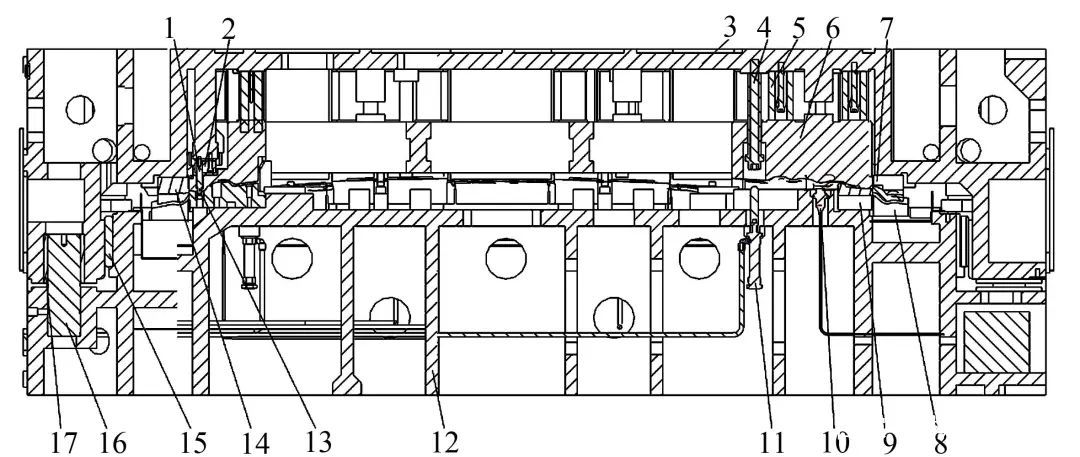
图5
修边冲孔模结构
1.凸模 2.上模内圈修边镶件 3.上模板 4.限位元件 5.弹性元件 6.压料芯修边镶件 7.上模外圈修边镶件 8.下模废料刀 9.下模外圈修边镶件 10.感应器 11顶料元件 12.下模本体 13.凹模套 14.下模内圈修边镶件 15.导板 16.导柱 17.导套
5 修边冲孔模设计
修边冲孔模结构如图6所示,机器手将前工序件放入下模,通过定位销定位,感应器4感应零件到位后,压力机滑块带动上模向下运动,下行至距离下止点160 mm时导板11开始导向,距离下止点130 mm时导套13与导柱12精确导向,距离下止点30 mm时压料芯3开始压料,下行至距离下止点7 mm时上模修边镶件2与下模修边镶件6、废料刀7接触开始修边,同时凸模与凹模套接触开始冲孔,直至模具闭合到下止点位置,完成修边同时将中间废料一分为二,使废料从下模两侧分别滑入废料坑,既保证了模具结构强度又解决了废料对角线长度过长而无法滑入废料坑的问题。然后压力机滑块带动上模上行至上止点,顶料气缸8及顶料架10将工序件顶起,机械手将其移出压力机工作区,修边冲孔工作完成。
