
【摘要】介绍了固定式、浮动式及刃口一体式3种形式的切边整形复合刀块,经分析对比表明:这3种刀块有其一定的局限性,只能适应于特定的工作区域,在前期开发时需要根据制件的特异性及精度要求做出合理的选择。
关键词:切边;整形;复合刀块;汽车模具
1 引言
汽车工业经过20余年的发展,已经成为国家的产业支柱之一。随着能源的消耗速度日益增快,环境日益恶化,节能减排在各行业被反复强调。以一部轿车为例,需要1,500副以上冲压模,减小模具的数量是汽车行业节能减排的有效手段。工序的减少可以大幅度的减少模具套数及压力机的使用数量,提高生产生产效率。
切边整形复合模可以有效的减少制件的生产工序。汽车外覆盖件的成形工序较多,通常情况下有拉伸、修边、整形、冲孔。修边后设置整形工序,一方面是校正制件回弹,确保制件精度;另一方面是改善修边后的毛刺缺陷。在保证制件品质的前提下如何减工序的数量,需要在切边和整形工序的合并上综合考虑,通过CAE软件的分析,现场经验的总结反馈,总结了3种复合型刀块:固定式、活动式、刃口一体式。
2 固定式复合刀块
(1)结构装配关系。
固定式刀块的整形刀块是通过螺钉固定在上模座上,切边刀块通过螺钉固定在整形刀块上,下模整形型面末端为切边刃口,结构图具体如图1所示。整形刀块与切边刀块做为一个整体向下冲压成形。
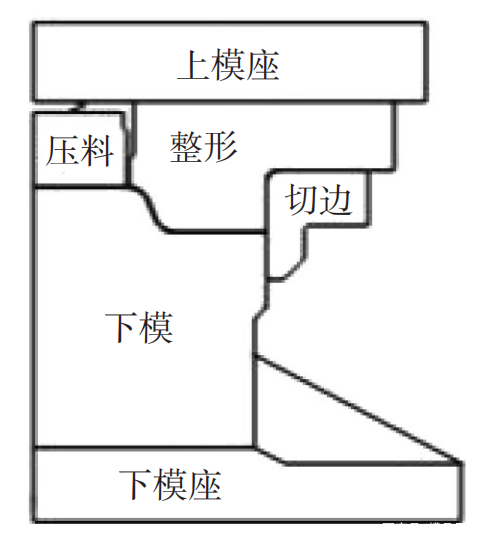
图1 固定式刀块
(2)运动过程。
固定式复合刀块的切边整形顺序随着制件工艺特点的不一样而改变:一种是法兰面拉伸到位的制件,如图2a所示;另一种是法兰面拉伸不到位的情况,如图2b所示。
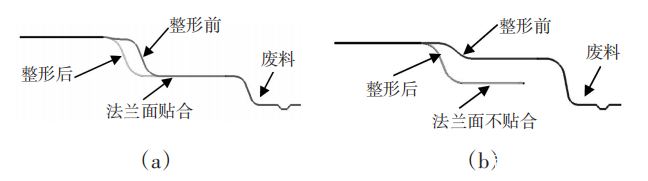
图2 两类带法兰面制件
a——A类制件 b——B类制件
对于A类制件,固定式复合刀块的成形顺序是:上模下行→压料板压料→上模继续下行→修边刃口切除废料→上模继续下行→整形刀块整形→整形完成→开模,如图 3 所示。开模时,整形刀块先于修边刀块离开板件。
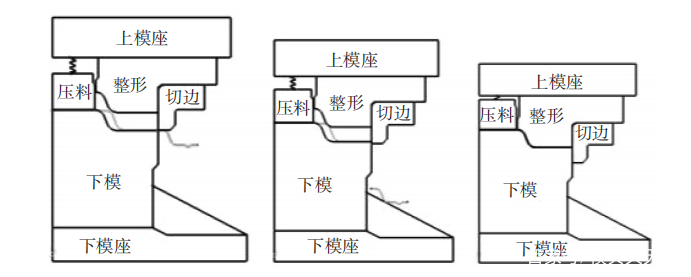
图3 A类制件切边整形过程
对于 B 类制件,成形顺序与 A 类制件基本一致,区别在于,切边刀块先将制件板件挤压变形后切断,成形过程如图4所示。
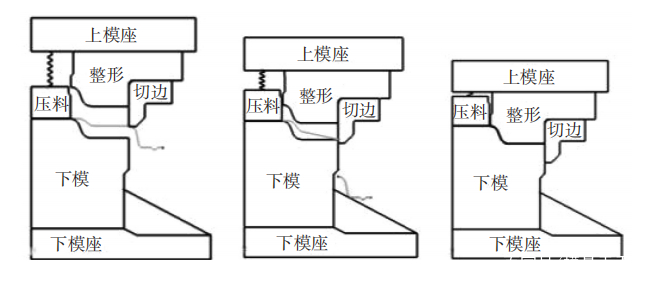
图4 B类制件切边整形过程
(3)优缺点分析。
切边整形虽然在同一副模具上完成,但动作顺序还是要先完成修边再完成整形。因为同时进行会产生铁屑且模具寿命锐减。固定式凸模为先完成切边动作,必然的结果就是切边吃入量较大。进而产生以下两个缺陷:一个是切边刀块强度细长,强度差;另外一个是开模时干涉回弹后的制件,造型制件变形。固定式切边整形刀块回弹过程整形刀先于离开凸模,切边刀块离开凸模时,是无压料状态。在制件侧壁回弹时,存在制件干涉切边刀块,造成制件变形的情况,如 图5所示。
