
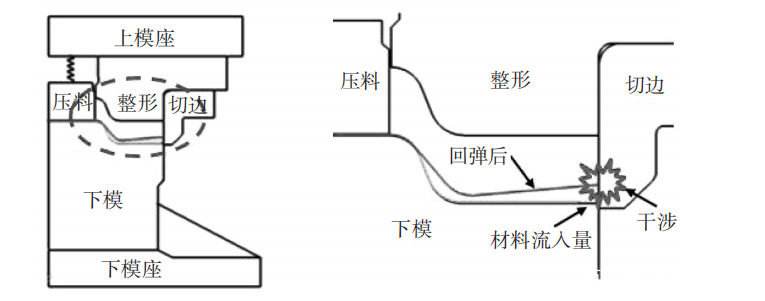
图5 开模时制件干涉切边刀块
3 浮动式复合刀块
(1)结构装配关系。
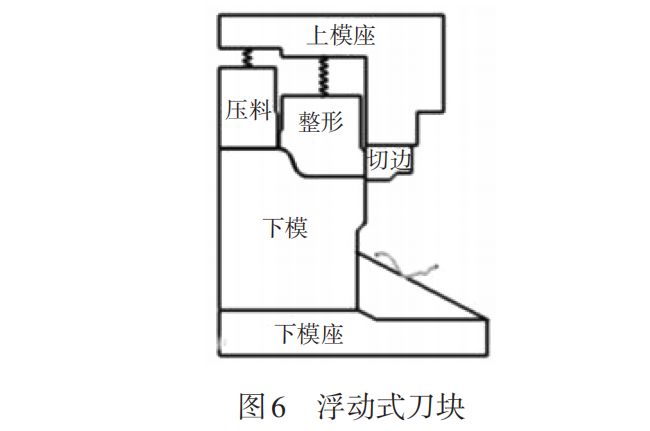
浮动式切边整形刀块与固定式的区别在于整形刀块的装配关系,浮动式整形刀块为活动式的,其整形力来源于氮气弹簧类弹性元件。正式由于此类结果,切边动作时,整形刀块充当了压料板的角色,很好的解决了固定式刀块的前文所述两个缺陷。
浮动式切边整形刀块结构较复杂,空间分布较紧密,其结构图如图6所示。
(2)运动过程。
不同的结构决定了其切边整形顺序的不同,其成形顺序为:上模下行→压料板压料→整形刀块整形→整形完成→上模继续下行→整形刀块充当压料作用→切边刀块切除废料→切边完成→开模。工作顺序为先整形后切边,如图7所示。开模过程中切边刀块先离开下模,整形刀块随着弹簧力的恢复而离开下模。
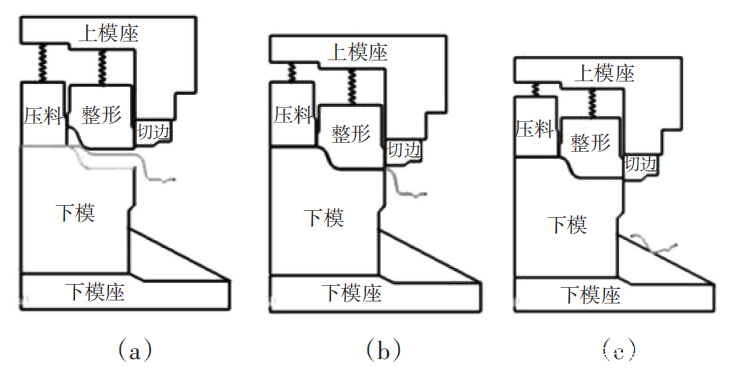
图7 浮动式刀块切边整形过程
a——整形刀块接触板件
b——整形完成
c——切边完成
(3)优缺点分析。
浮动式刀块很好的解决了固定式的强度差及回弹变形的缺陷,但由于其整形刀块整形力来源于弹性元件,故对于整形量大的制件适应性差,另外由于弹性元件的连接需要导向、侧销等机构,导致整形镶块尺寸较大,结构复杂,设计加工成本高。
4 刃口一体式复合刀块
(1)结构装配关系。
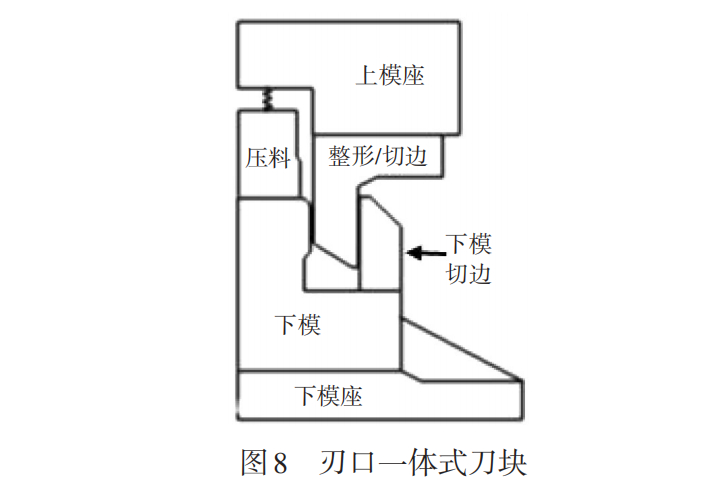
固定式与浮动式针对的都是切边整形复合,当切边翻边工序复合时,需要加工成刃口一体式的复合刀块。刃口一体式相对上述两种结构,结构简单,没有多余的辅助装置,其整形面和切边刃口分布在同一个镶块的两侧,下模翻边外侧设置切边刃口镶块,结构图如图8所示。
(2)运动过程。
其运动过程为:上模下行→压料板压料→上模切边下行→切边刀块切除废料→上继续下行→翻边完成→开模,运动图示如图9所示。
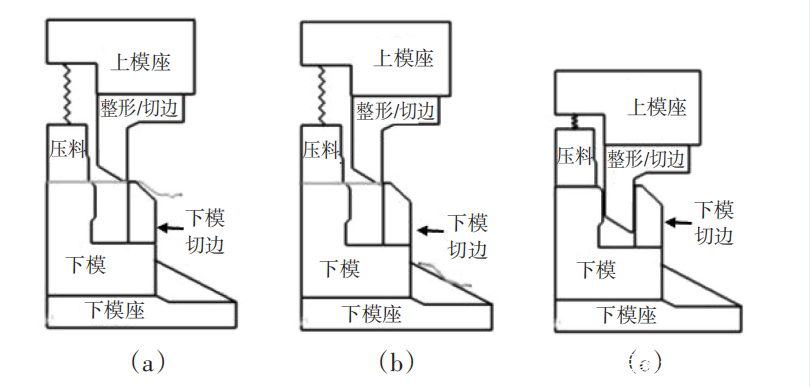
图9 浮刃口一体刀块切边整形过程
a——切边刃口接触板件
b——切边完成
c——翻边完成
(3)优缺点分析。
从图8中可以看出,这种翻边刀块虽然结构简单,但其翻边工作部分细长,模具强度差,另外一个下模增加的修变镶块,废料掉落存在风险,需要增加类似顶出气缸机构。刃口一体式刀块较困难的一点是:保证切边后再翻边。由于大多数制件翻边高度在10mm以内,意味着需要在10mm范围内制造此切边翻边型面,先切断后翻边,翻边刀块及切边刃口强度非常弱。增加强度有以下两个方式:①拉伸造型更改,如 图10所示;②工作顺序更改为:翻边部分型面→切边→翻边继续,更改动作顺序后保证了强度,但制件品质差,出现翻边面尖角缺陷,如图11所示。
