
【摘要】介绍了对模具在数控加工中淬火后的高硬度材质崩口的理论研究、技术开发与应用,以及所取得的重要成果,主要包括切削参数、加工部件的造型等技术的研究开发。生产实际应用结果表明,通过改善后的参数可以大幅度提高加工品质,改善加工表面质量,降低产生崩口问题的整改成本。
关键词:高速切削;模具;崩口;切削参数;研究
1 引言
近年数控加工技术来在航空航天、精密仪器等行业得到了广泛的应用,我国制造业经多年的发展,机械加工技术水平在不断提升,其中就有着数控机床的贡献。但与此同时,当前市场对机械产品的要求越来越高,特别是在航空航天、汽车制造等高精尖领域,要求必须保障零件的加工品质。为了能有效控制机械零件的加工误差,使其品质达到规定范围,人们对数控机床的加工精度也提出了更高的要求。本文以在模具数控加工过程中极易产生的刃口崩口问题为例,分析了影响的因素,探讨了解决问题的方案、对策,希望对相关工作能够有所帮助。
在模具制造过程中,淬火方式是提高母材材料硬度的主要方式之一,Cr12MoV是应对高强板切削工序常用的模具材料,Cr12MoV在淬火后硬度可达到58~62HRC,属于高硬度模具材料。众所周知,材料硬度越高,其越脆,也就是俗话所说的“过刚易折”。由于在数控加工此种材料时,机床运行为高速旋转,材料硬度高,随之而来的阻力就越大,造成在基体的边缘位置加工过程中产生崩口问题,严重影响模具的品质,无法满足客户要求的“零缺陷”要求。
2 问题分析
某车型模具材料 Cr12MoV 工件(2EC、HC、SA3F等项目)淬火后硬度达61~66HRC,淬火后精加工阶段出现崩口现象,如图1、图2所示。
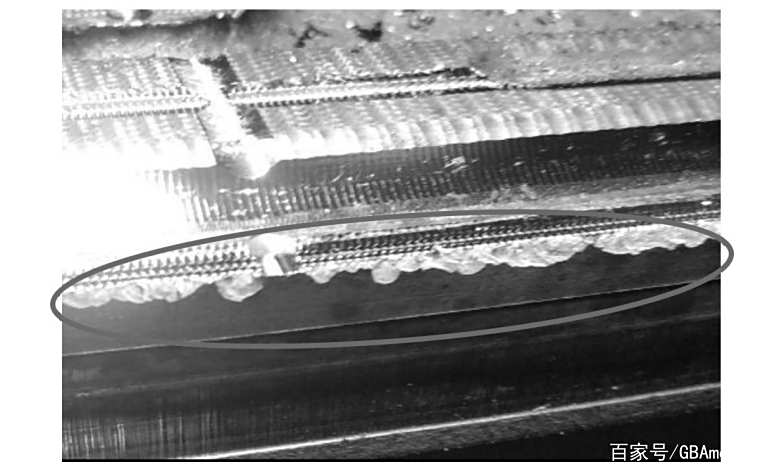
图1 刃口崩口严重状态

图2 微小锯齿形崩口状态
3 崩口部件现状调查
崩口部件现状调查如表1所示。
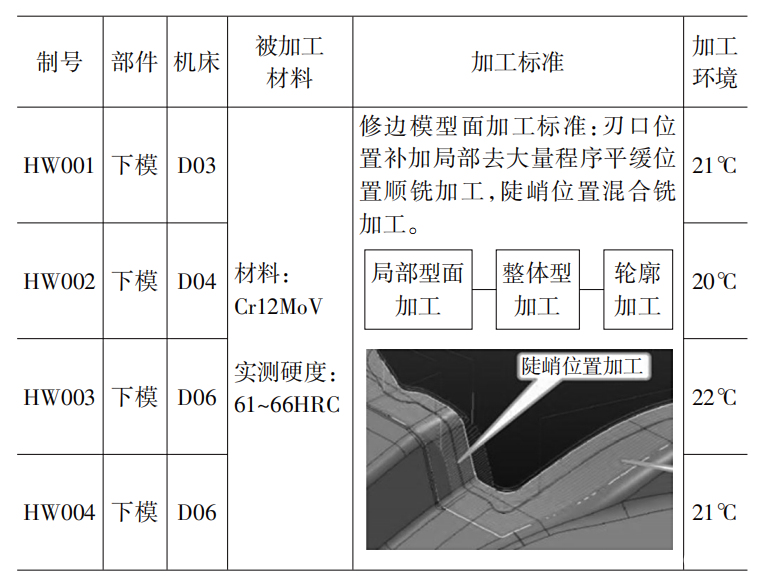
表1 崩口部件现状
4 刃口崩口现象调查
刃口类型及崩口现象如表2所示。
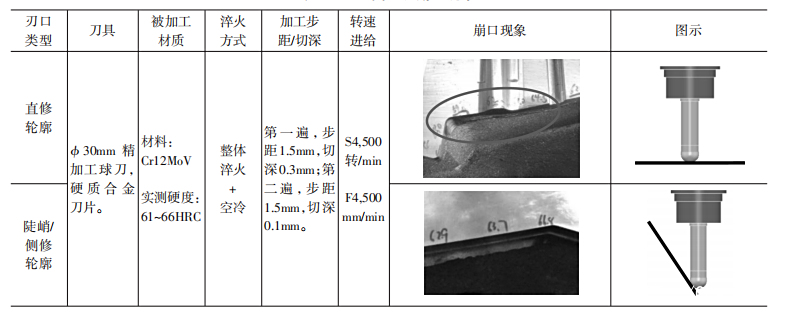
表2 刃口类型及崩口现象
表2总结:①直修轮廓由于加工面比较平缓,刀具基本上是刀尖在切削,切削速度几乎为0,加工状态为挤压状,刃口崩口严重;②陡峭轮廓及侧修轮廓加工时为刀具侧刃切削,没有发现崩口现象。
经分析刃口崩口处挤压产生的主要原因为切削阻力大,因此围绕通过加工参数改变,减小切削阻力来开展验证。
通过改变刀轴的角度,提高切削速度,即摆角加工,更换更锋利的刀片、减小加工步距、降低进给速度减少刀具抗力。
5 验证方案
验证方案如表3所示。
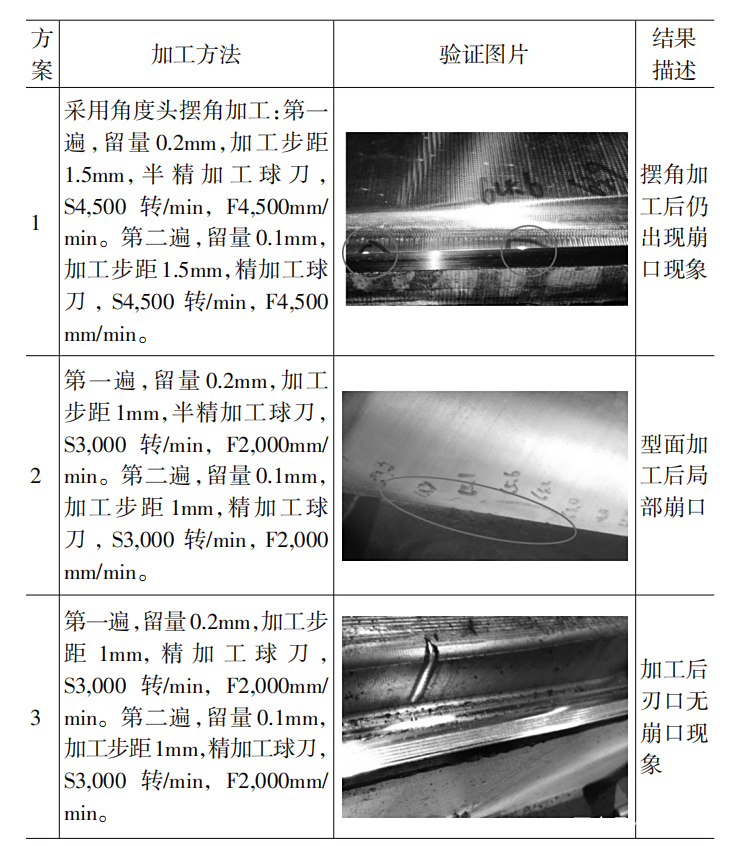
表3 验证方案
